Das novacontrol – Leitsystem
Das novacontrol Leitsystem ist auf die speziellen und weitreichenden Anforderungen der Keramikindustrie zugeschnitten. Es unterstützt die Bedienung und Optimierung von Tunnelöfen und Trocknern flexibel und höchst effizient.
- frei konfigurierbare Prozeßregelung
- einfache Bedienung
- vollautomatische Prozeßführung
- maximale Unterstützung und Diagnose für den Bediener
- höchste Flexibilität bei Kundenwünschen
- höchste Verfügbarkeit
- höchste Produktionsleistung der Trockner und Öfen
- höhere Produktqualität und -ausbringung
- niedrigster Energieverbrauch und höchste Effizienz

Die Technologie
novacontrol ist ein sogenanntes Leitsystem.
Leitsystem bedeutet: Die komplette Überwachung, Regelung, Steuerung und Datenerfassung erfolgt auf einem PC für industrielle Anwendungen.
Die Schnittstelle zum Prozess wird durch eine Simatic-S7/1500-SPS realisiert, die für schnelle Datenerfassung, Kurzpulssignale und Backup-Steuerungen eingesetzt wird.
Die grundlegende Steuerungsarchitektur besteht aus 3 Ebenen:
- Level 2 novacontrol Leitsystem
- Level 1 SPS-Steuerung
- Ebene 0 – Sensoren und Aktoren im Feld / am Ofen
Unser Steuerungssystem ist auf die speziellen Anforderungen der keramischen Industrie ausgelegt. Das Design unterstützt die besonderen Anforderungen beim Betrieb von Tunnelöfen und Trocknern.
Die spezifischen Funktionen wurden entwickelt, um eine bessere Regelung, Steuerung und Überwachung der Produktionen in den Öfen und Trocknern zu erreichen.
- Grafische Visualisierung der Anlage
- Grafische Benutzeroberfläche „easy to use“.
- Definition verschiedener Benutzer mit unterschiedlichen Administratorrechten (Passwortschutz)
- Effiziente Nutzung von Trocknungs-/Brennkurven und Produktrezepturen
- Bis zu 1000 Produktdefinitionen/Rezepte
novacontrol wird eingesetzt für
- Steuerung der Wasser- und Dampfdosierung in der Vorbereitung und Extrusion
- Steuerung von Kammertrocknern
- Steuerung von Durchlauftrocknern
- Steuerung von Herdwagenöfen
- Steuerung von Tunnelöfen
- Steuerung des Wärmeverbunds zwischen Ofen und Trockner
- Steuerung des Wärmetauschers im Kamin
- Steuerung der thermischen Rauchgasreinigung
- Prozessoptimierung (Advanced Control)
- Energiemanagement für Kammertrockner
- Erfassung des Energieverbrauchs und Verfolgung der Produktion

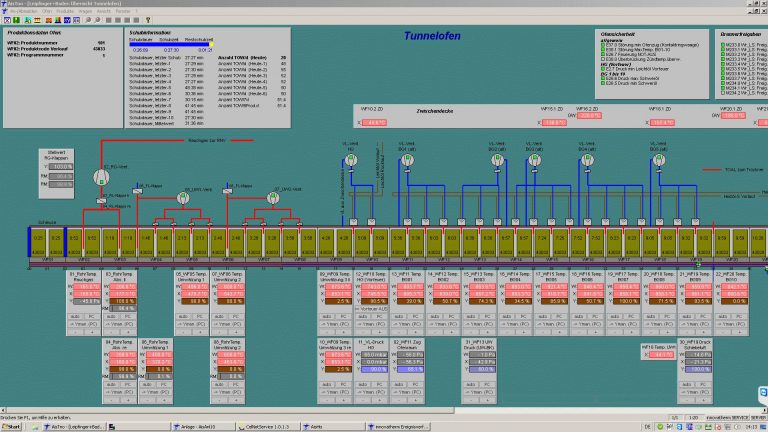
Tunnelofen
- Produkt- und positionsbezogene Brennprogramme (Auflösung ist der einzelne Stapel am Schlitten)
- Produkt- und Schlittenposition bezogene Reduktionsprogramme
- O2-Regelung in der Vorwärmung
- Automatische Sollwerte innerhalb der Bereiche für Rauchgas und Druckluft
- Definition von bis zu 100 Brennprogrammen
- Definition von bis zu 16 Wochenzeitprogrammen (zeitabhängige Kontrollen)
Durchlauftrockner (DLT) / Kammertrockner
- Produkt-, positions- und trocknungszeitbezogene Sollwerte für Durchlauftrockner (DLT) mit diskontinuierlicher Beschickung
- Automatische Sollwerte für die Heißluftzufuhr in Bereichen für den Betrieb auf niedrigstem Energiestand (!)
- Definition von bis zu 100 Brenn-/Trocknungsprogrammen
- Definition von bis zu 16 Wochenzeitprogrammen (zeitabhängige Kontrollen)

Historische Daten
- Individuelle Gestaltung von Auflösung und Abtastrate für beliebige Gruppen von Prozesswerten
- Individuelle Gestaltung von Trendbildern
- Schnelle Darstellung historischer Trends
- Historisches Archiv für Ofenwagenkurven (= Wärmeverlauf jedes einzelnen Wagenstapels)
- Historisches Archiv je nach Speichergröße (> 10 Jahre)
Alarm- und Meldesystem
- Individuelle Gestaltung von Alarm- und Meldegruppen
- Statistische Auswertung von Alarmen und Meldungen
- Alarm- und Meldungsarchiv für 5..10 Jahre

Frei konfigurierbares Steuerungssystem
- Grafische Konfiguration der Kontrollarchitektur mit Hilfe des grafischen Steuerungseditors
- Alle Regelkreise können neu definiert und / oder erweitert werden, um eine optimierte Regelung für den jeweiligen Regelkreis zu entwickeln.
- Der Steuerungsentwurf erfolgt grafisch in einem „virtuellen Steuerungs-Schaltplan“.
Software-Clients für den Fernzugriff innerhalb des Firmen-Intranets oder Internets
Der Bediener kann je nach Trainingszustand folgende Änderungen vornehmen:
- Änderung der Produktdaten
- Änderung der Steuerungsparameter
- Änderung der Kontrollarchitektur
- Definition der Priorität von Alarmen und Meldungen
- Entwurf individueller Visualisierungsbildschirme
- Definition individueller historischer Trends
- Pflege und Erweiterung der „Online-Sprachumschaltung“